The diesel engines we are concerned with are almost invariably fitted with electric starter motors. A number of engines, used to power construction machinery and other vehicles that are expected to stand idle in the weather, employ a gasoline engine rather than an electric motor as a starter. A motor demands a battery of generous capacity and a generator to match.
Starting a cold engine can be somewhat frustrating, particularly if the engine is small. The surface/volume ratio of the combustion space increases disproportionately as engine capacity is reduced. The heat generated by compression tends to dissipate through the cylinder and head metal. In addition, cold clearances might be such that much of the compressed air escapes past the piston rings. Other difficulties include the effect of cold on lube and fuel oil viscosity. The spray pattern coarsens, and the drag of heavy oil between the moving parts increases.
Starting has more or less distinct phases. Initial or breakaway torque requirements are high because the rotating parts have settled to the bottom of their journals and are only marginally lubricated. The next phase occurs during the first few revolutions of the crankshaft. Depending on ambient temperature, piston clearances, lube oil stability, and the like, the first few revolutions of the crankshaft are free of heavy compressive loads. But cold oil is being pumped to the journals, which collects and wedges between the bearings and the shafts. As the shafts continue to rotate, the oil is heated by friction and thins, progressively reducing drag. At the same time, cranking speed increases and compressive loads become significant. The engine accelerates to firing speed. The duration from breakaway to firing speed depends on the capacity of the starter and battery, the mechanical condition of the engine, lube oil viscosity, ambient air temperature, the inertia of the flywheel, and the number of cylinders. A single-cylinder engine is at a disadvantage because it can not benefit from the expansion of other cylinders. Torque demands are characterized by sharp peaks.
Starting aids
It is customary to include a cold-starting position at the rack. This position pro vides extra fuel to the nozzles and makes combustion correspondingly more likely.
Lube oil and water immersion heaters are available that can be mounted permanently on the engine. Lube oil heaters are preferred and can be purchased from most engine builders. Good results can be had by heating the oil from an external heater mounted below the sump. Use an approved type to minimize the fire hazard.
Alternatively, one can drain the oil upon shutdown and heat it before starting. The same can be done with the coolant, although temperatures in both cases should be kept well below the boiling temperature of water to prevent distortion and possible thermal cracking.
If extensive cold weather operation is intended or if the engine will be stopped and started frequently, it is wise to add one or more additional batteries wired in parallel. Negative-to-negative and positive-to-positive connections do not alter the output voltage, but add the individual battery capacities.
Once chilled beyond the cloud point, diesel fuel enters the gelling stage. Flow through the system is restricted, filter efficiency suffers, and starting becomes problematic. Racor is probably the best known manufacturer of fuel heaters, which are available in a variety of styles. Several combine electric resistance elements with a filter, to heat the fuel at the point of maximum restriction. Another type incorporates a resistance wire in a flexible fuel line.
Makers of indirect injection engines generally fit glow plugs as a starting aid ( FIG. 1). These engines would be extremely difficult to start without some method of heating the air in the pre-chamber. A low-resistance filament (0.25-1.5 ohm, cold) draws heavy current to generate 1500°F at the plug tip. Early types used exposed filaments, which sometimes broke off and became trapped between the piston and chamber roof with catastrophic effects on the piston and (when made of aluminum) the head. Later variants contain the filament inside of a ceramic cover, which eliminates the problem. However, ceramic glow plugs are quite vulnerable to damage when removed from the engine and must be handled with extreme care.
In all cases, glow plugs are wired in parallel and controlled by a large power relay. Test filament continuity with an ohmmeter.
Primitive glow-plug systems are energized by a switch, sometimes associated with a timer, and nearly always in conjunction with a telltale light. The more sophisticated systems used in contemporary automobiles automatically initiate glow-plug operation during cranking and, once the engine starts, gradually phase out power.
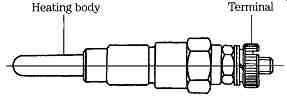
FIG. 1 Sheathed-type glow plug. Marine Engine Div., Chrysler Corp.
Two types of circuits are encountered, both built around a solid-state module with an internal clock. The pulsed system opens the glow-plug power circuit for progressively longer intervals as the engine heats and the timer counts down. In the Ford/Navistar version of this circuit, glow-plug resistance varies with tip temperature, so that the plugs themselves function as heat sensors. Note that these low-resistance devices self-destruct within seconds of exposure to steady-state battery voltage. Pulsed glow plugs can be tested with a low-voltage ohmmeter and plug operation can be observed by connecting a test lamp between the power lead and the glow-plug terminal. Normally, if the circuit pulses, it can be considered okay; when in doubt, consult factory literature for the particular engine model.
Most manufacturers take a less ambitious approach, and limit glow-plug volt age by switching a resistor into the feed circuit. During cold starts, a relay closes to direct full battery voltage to the glow plugs; as the engine heats (a condition usually sensed at the cylinder-head water jacket), the first relay opens and a second relay closes to switch in a large power resistor. Power is switched off when the module times out.
Starting fluid can be used in the absence of intake air heaters. In the old days a mechanic poured a spoonful of ether on a burlap rag and placed it over the air intake. This method is not the safest nor the most consistent; too little fluid will not start the engine, and too much can cause severe detonation or an intake header explosion. Aerosol cans are available for injection directly into the air intake. Use as directed in a well-ventilated place.
More sophisticated methods include pumps and metering valves in conjunction with pressurized containers of starting fluid. FIG. 2 illustrates a typical metering valve. The valve is tripped only once during each starting attempt, to forestall explosion. Caterpillar engines are sometimes fitted with a one-shot starting device consisting of a holder and needle. A capsule of fluid is inserted in the device and the needle pierces it, releasing the fluid.
The starter motor should not be operated for more than a few seconds at a time.
Manufacturers have different recommendations on the duration of cranking, but none suggests that the starter button be depressed for more than 30 seconds. Allow a minute or more between bouts for cooling and battery recovery.
Wiring
FIG. 3 illustrates a typical charging/starting system/in quasi-realistic style. The next drawing ( FIG. 4) is a true schematic of the same system, encoded in a way that conveys the maximum amount of information per square inch.
Neither of these drawings is to scale and the routing of wires has been simplified. The technician needs to know where wires terminate, not what particular routes they take to get there. When routing does become a factor, as in the case of electronic engine control circuitry, the manufacturer should provide the necessary drawings.
Color coding
As is customary, the schematic in FIG. 4 indicates the color of the insulation and the size of the various conductors. Color coding has not been completely standardized, but most manufacturers agree that black should represent ground. This does not mean that colors change in a purely arbitrary fashion. In the example schematic, red denotes the positive side of the battery (the 'hot' wire); white/blue is associated with the temperature switch; orange with the tachometer, and so on.
Two-color wires consist of a base, or primary, color and a tracer. The base color is always first in the nomenclature. Thus, white/blue means a wire with a blue stripe.
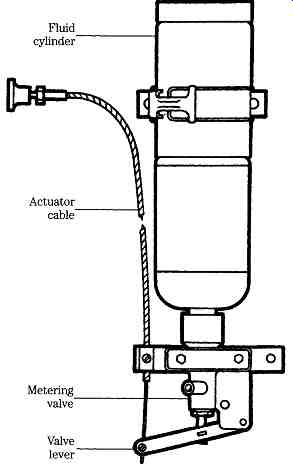
FIG. 2 Quick-Start Unit. Detroit Diesel.
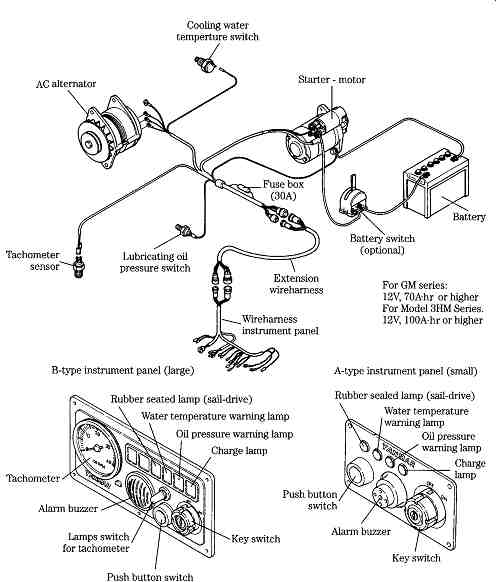
FIG. 3 Wiring layout for a Yanmar Marine application.
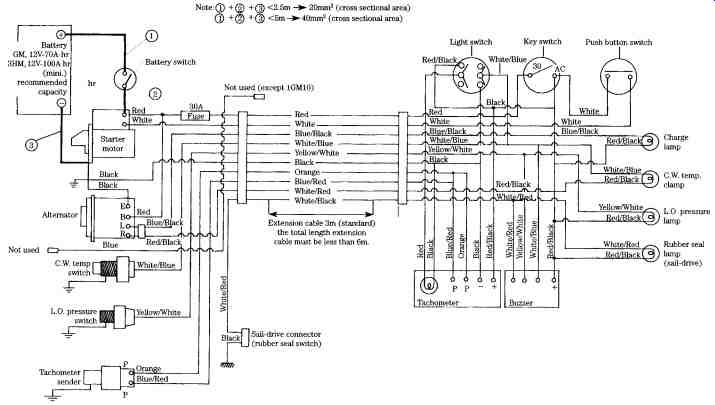
FIG. 4 A detailed schematic for the wiring layout shown previously.
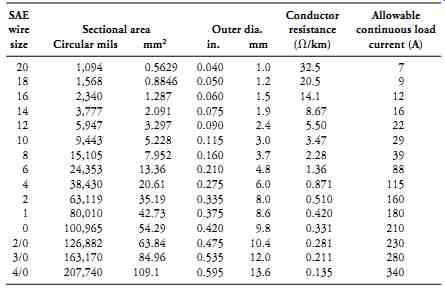
Table 1. SAE/metric wire sizes
Wiring repairs
The material that follows applies to simple DC starting, charging, and instrumentation circuits. Cutting or splicing wiring harnesses used with electronic engine management systems can do strange things to the computer.
The first consideration when selecting replacement wire is its current-carrying capacity, or gauge. In the context of diesel engines, two more or less interchangeable standards apply: the Society of Automotive Engineers (SAE) and Japanese Industrial Standard (JIS).
For most wire, the smaller the SAE gauge number, the greater the cross-sectional area of the conductor (See Table 1). Thus, #10 wire will carry more current than #12. The schema reverses when we get into heavy cable: 4/0 is half again as large as 2.0 and has a correspondingly greater current capacity. Note that one must take these current values on faith.
The JIS standard eliminates much confusion by designating wire by type of construction and cross-sectional area. Thus, JIS AV5 translates as automotive-type (stranded) wire with a nominal conductor area of 5 mm^2. The Japanese derive current-carrying capacity from conductor temperature, which cannot exceed 60°C (140°F). Ambient temperature and wire type affect the rating, as shown back in Table 4-2.
Vinyl-insulated, stranded copper wire is standard for engine applications. Teflon insulation tolerates higher temperatures than vinyl and has better abrasion resistance. But Teflon costs more and releases toxic gases when burned. In no case should you use Teflon-insulated wire in closed spaces.
All connections should be made with terminal lugs. Solder-type lugs ( FIG. 5A) can provide mechanically strong, low-resistance joints and are infinitely preferable to the crimp-on terminals shown in FIG. 5B. Insulate with shrink tubing. When shrink tubing is impractical (as when insulating a Y-joint), use a good grade of vinyl electrician's tape. The 3-M brand costs three times more than the imported variety and is worth every penny.
Table 2. Allowable amperage and voltage drop (JIS AV wire).
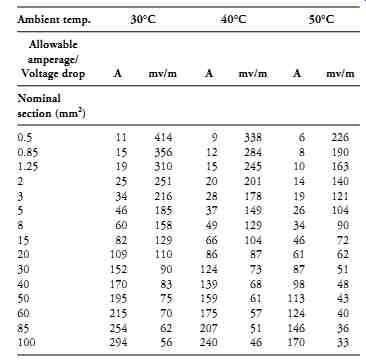
FIG. 6 illustrates how stranded wire is butt spliced. Cut back the insulation 3/ 4 in. or so, and splay the strands apart. Push the wires together, so that the strands interleave, and twist. Apply a small amount of solder to the top of the joint, heating from below.
Soldering
Most mechanics believe they know how to solder, but few have received any training in the art. Applied correctly, solder makes a molecular bond with the base metal. Scrape conductors bright to remove all traces of oxidation.
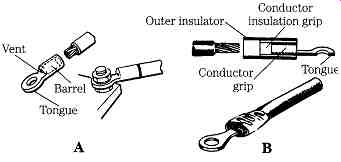
FIG. 5 (A) Solder-type terminal lug. (B) Crimp-on terminal lug.

FIG. 6 Splice with stranded conductor (A) strands splayed, (B) interleaved,
(C) twisted.
Use a good grade of low-temperature, rosin-core solder, such as Kessler "blue," which consists of 60% tin and 40% lead. A 250-W gun should be adequate for all but the heaviest wiring.
The tip of a non-plated soldering iron should be dressed with a file down to virgin copper and tinned, or coated with molten solder. Silver solder is preferable for tinning because it melts at a higher temperature than lead-based solder and so protects the tip from corrosion. Retighten the tip periodically.
The following rules were developed from experience and from a series of experiments conducted by the military:
• Use a minimum amount of solder.
• Wrapping terminal lugs and splicing ends with multiple turns of wire does not add to the mechanical strength of the joint and increases the heat requirement. Wrap only to hold the joint while soldering.
• Heat the connection, not the solder. When the parts to be joined are hot enough, solder will flow into the joint.
• Do not move the parts until the solder has hardened. Movement while the solder is still plastic will produce a highly resistive "cold" joint.
• Use only enough heat to melt the solder. Excessive heat can damage nearby components and can crystallize the solder.
• Allow the joint to air cool. Dousing a joint with water to cool it weakens the bond.
Starter circuits
Before assuming that the motor is at fault, check the battery and cables. The temperature-corrected hydrometer reading should be at least 1.240, and no cell should vary from the average of the others by more than 0.05 point. See that the battery terminal connections are tight and free of corrosion.
Excessive or chronic starter failure might point to a problem that is outside the starter itself. It could be caused by an engine that is out of tune and that consequently requires long cranking intervals.
Starter circuit tests
There are several methods that you can use to check the starting-circuit resistance. One method is to open all the connections, scrape bright, and retighten.
Another method requires a low-reading ohmmeter of the type sold by Sun Electric and other suppliers for the automotive trades. But most mechanics prefer to test by voltage drop.
Connect a voltmeter as shown in FIG. 7. The meter shunts the positive, or hot battery post and the starter motor. With the meter set on a scale above battery volt age, crank. Full battery voltage means an open in the circuit.
If the starter functions at all, the reading will be only a fraction of this. Expand the scale accordingly. A perfect circuit will give a zero voltage drop because all current goes to the battery. In practice some small reading will be obtained. The exact figure depends on the current draw of the starter and varies between engine and starter motor types. As a general rule, subject to modification by experience, a 0.5V drop is normal. Much more than this means: (1) resistance in the cable, (2) resistance in the connections (you can localize this by repeating the test at each connection point), or (3) resistance in the solenoid.
FIG. 8 shows the connections for the ground-side check. A poor ground, and consequent high voltage on the meter, can occur at the terminals, the cable, or between the starter motor and engine block. If the latter is the case, remove the motor and clean any grease or paint from the mounting flange.
Starter motors
Starter motors are series-wound; i.e., they are wound so that current enters the field coils and goes to the armature through the insulated brushes. Because a series wound motor is characterized by high no-load rpm, some manufacturers employ limiting coils in shunt with the fields. The effect is to govern the free-running rpm and prolong starter life should the starter be energized without engaging the flywheel.
The exploded view in FIG. 9 illustrates the major components of a typical starter motor. The frame (No. 1) has several functions. It locates the armature and fields, absorbs torque reaction, and forms part of the magnetic circuit.
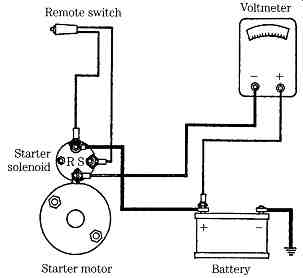
FIG. 7 Hot side voltage drop test.
The field coils (No. 2) are mounted on the pole shoes (No. 3) and generate a magnetic field, which reacts with the field generated in the armature to produce torque. The pole pieces are secured to the frame by screws.
The armature (No. 4) consists of a steel form and a series of windings, which terminate at the commutator bars. The shaft is integral with it and splined to accept the starter clutch.
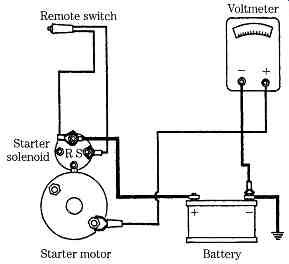
FIG. 8 Ground circuit test.
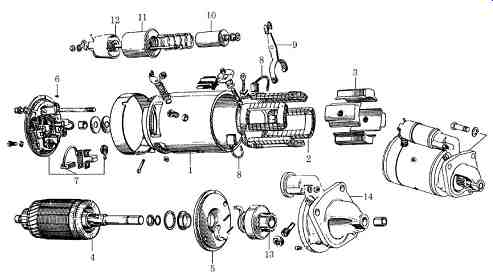
FIG. 9 Starter in exploded view and as assembled. Lehman Manufacturing Co.,
Inc.
The end plates (5 and 6) locate the armature by means of bronze bushings. The commutator end plate doubles as a mounting fixture for the brushes, while the power takeoff side segregates the starter motor from the clutch.
The insulated (hot) brushes (No. 7) provide a current path from the field coils through the commutator and armature windings to the grounded brushes (No. 8).
Engagement of this particular starter is done by means of a yoke (No. 9), which is pivoted by the solenoid plunger (No. 10) in response to current flowing through the solenoid windings (No. 11). Movement of the plunger also trips a relay (No. 12) and energizes the motor. The pinion gear (No. 13) meshes with the ring gear on the rim of the flywheel. The pinion gear is integral with an overrunning clutch.
The starter drive housing supports the power takeoff end of the shaft and pro vides an accurately machined surface for mounting the starter motor to the ending block or bell housing.
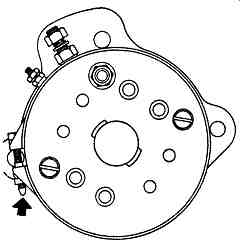
FIG. 10 CAV CA-45C starter; band location in inspection. GM Bedford Diesel
Brushes
Before any serious work can be done, the starter must be removed from the engine, degreased, and placed on a clean bench. Disconnect one or both cables at the battery to prevent sparking; disconnect the cable to the solenoid and the other leads that might be present (noting their position for assembly later); and remove the starter from the flywheel housing. Starters are mounted with a pair of cap screws or studs.
Remove the brush cover, observing the position of the screw or snap, because wrong assembly can short the main cable or solenoid wire ( FIG. 10). Hitachi starters do not have an inspection band as such. The end plate must be removed for access to the brushes and commutator.
Brushes are sacrificial items and should be replaced when worn to half their original length. The rate of wear should be calculated so that the wear limit will not be reached between inspection periods. Clean the brush holders and commutator with a preparation intended for use on electrical machinery. If old brushes are used, lightly file the flanks at the contact points with the holders to help prevent sticking.
New brushes are contoured to match the commutator, but should be fitted by hand.
Wrap a length of sandpaper around the commutator-do not use emery cloth-and turn in the normal direction of rotation. Remove the paper and blow out the dust.
Try to move the holders by hand. Most are riveted to the end plate and can become loose, upsetting the brush-commutator relationship. With an ohmmeter, test the insulation on the hot-side brush holders ( FIG. 11). There should be no continuity between the insulated brush holders and the end plate. Brush spring tension is an important and often overlooked factor in starter performance. To measure it, you will need an accurate gauge such as one supplied by Sun Electric. Specifications vary between makes and models, but the spring tension measured at the free (brush) end of the spring should be at least 1 1/ 2 lb. Some specifications call for 4 lb.
The commutator bars should be examined for arcing, scores, and obvious eccentricity. Some discoloration is normal. If more serious faults are not apparent, buff the bars with a strip of 000 sandpaper.
Armature
Further disassembly requires that the armature shaft be withdrawn from the clutch mechanism. Some starters employ a snap ring at the power takeoff end of the shaft to define the outer limit of pinion movement. Others use a stop nut ( FIG. 12, No. 49). The majority of armatures can be withdrawn with the pinion and overrunning clutch in place. The disengagement point is at the yoke ( FIG. 9, No. 9) and sleeve on the clutch body. Remove the screws holding the solenoid housing to the frame and withdraw the yoke pivot pin. The pin might have a threaded fastener with an eccentric journal, as in the case of Ford designs. The eccentric allows for wear compensation. Or it might be a simple cylinder, secured by a flanged head on one side and a cotter pin or snap ring on the other. When the pin is removed there will be enough slack in the mechanism to disengage the yoke from the clutch sleeve, and the armature can be withdrawn. Observe the position of shims-usually located between the commutator and end plate-and, on CAV starters, the spring-loaded ball.
This mechanism is shown in FIG. 12 as 18 and 34. It allows a degree of end float so that the armature can recoil if the pinion and flywheel ring gear do not mesh on initial contact.

FIG. 11 Testing brush holder insulation. Tecumseh Products Co.
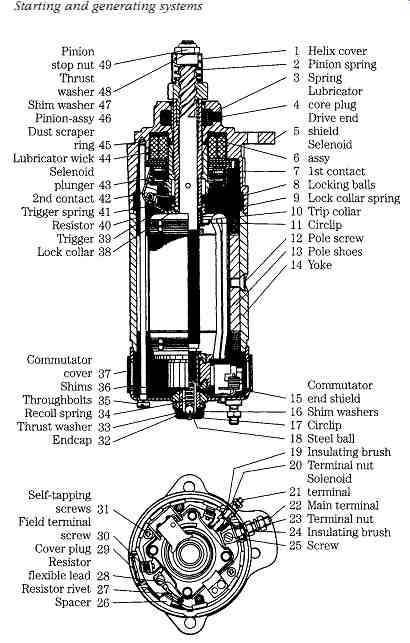
FIG. 12 Typical CAV starter.
The armature should be placed in a jig and checked for trueness because a bent armature will cause erratic operation and might, in the course of long use, destroy the flywheel ring gear. FIG. 13 illustrates an armature chucked between lathe centers. The allowable deflection at the center bearing is 0.002 in., or 0.004 in. on the gauge. With the proper fixtures and skill with an arbor press, an armature shaft can be straightened, although it will not be as strong as it was originally and will be prone to bend again. The wiser course is to purchase a new armature.
Make the same check on the commutator. Allowable out-of-roundness is 0.012-0.016 in., or less, depending on the rate of wear and the intervals between inspection periods. Commutators that have lost their trueness or have become pitted should be turned on a lathe. The cutting tool must be racked more for copper than for steel.
Do not allow the copper to smear into the slots between the segments. Chamfer the end of the commutator slightly. Small imperfections can be removed by chucking the commutator in a drill press and turning against a single-cut file.
It is necessary that the insulation (called, somewhat anachronistically, mica) be buried below the segment edges; otherwise, the brushes will come into contact with the insulation as the copper segments wear. Undercutting should be limited to 0.015 in. or so. Tools are available for this purpose, but an acceptable job can be done with a hacksaw blade (flattened to fit the groove) and a triangular file for the final bevel cut ( FIG. 14).
Inspect the armature for evidence of overheating. Extended cranking periods, dragging bearings, chronically low battery charge, or an under-capacity starter will cause the solder to melt at the commutator-armature connections. Solder will be splattered over the inside of the frame. Repairs might be possible because these connections are accessible. Continued overheating will cause the insulation to flake and powder. Discoloration is normal, but the insulation should remain resilient.
Armature insulation separates the nonferrous parts (notably the commutator segments) from the ferrous parts (the laminated iron segments extending to the outer diameter of the armature and shaft). Make three tests with the aid of a 120V continuity lamp or a megger (meter for very high resistances). An ordinary ohmmeter is useless to measure the high resistances involved. In no case should the lamp light up or resistance be less than 1 M-ohm.
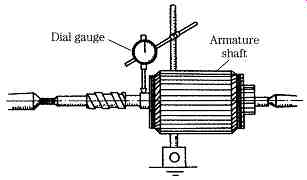
FIG. 13 Checking armature shaft defection. Marine Engine Div, Chrysler Corp.
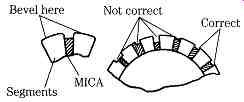
FIG. 14 Undercutting mica. Marine Engine Div., Chrysler Corp.
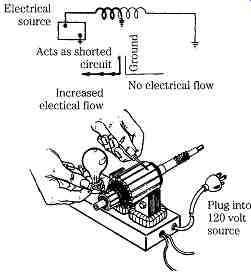
FIG. 15 Continuity check between commutator bars and armature segments.
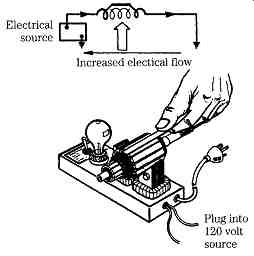
FIG. 16 Checking for shorts with a growler.
WARNING: Exercise extreme care when using 120V test equipment.
• Test between adjacent commutator segments.
• Test between individual commutator segments and the armature form ( FIG. 15).
• Test between armature or commutator segments and the shaft.
It is possible for the armature windings to short, thus robbing starter torque.
Place the armature on a growler and rotate it slowly while holding a hacksaw blade over it as shown in FIG. 16. The blade will be strongly attracted to the armature segments because of the magnetic field introduced in the windings by the growler.
But if the blade does a Mexican hat dance over a segment, you can be sure that the associated winding is shorted.
Field coils
After armatures, the next most likely source of trouble is the field coils. Meld hookups vary. The majority are connected in a simple series circuit, although you will encounter starters with split fields, each pair feeding off its own insulated brush.
Field resistance values are not as a rule supplied in shop manuals, although a persistent mechanic can obtain this and other valuable test data by contacting the starter manufacturer. Be sure to include the starter model and serial number.
In the absence of a resistance test, which would detect intra-coil shorts, the only tests possible are to check field continuity (an ordinary ohmmeter will do) and to check for shorts between the windings and frame. Connect a lamp or megger to the fields and touch the other probe to the frame, as illustrated in FIG. 17. Individual fields can be isolated by snipping their leads.
The fields are supported by the pole shoes, which in turn, are secured to the frame by screws. The screws more often than not will be found to have rusted to the frame. A bit of persuasion will be needed, in the form of penetrating oil and elbow grease. Support the frame on a bench fixture and, with a heavy hammer, strike the screwdriver exactly as if you were driving a spike. If this does not work, remove the screw with a cape chisel. However, you might (depending on the starter make and your supply of junk parts) have difficulty in matching the screw thread and head fillet.
Coat the screw heads with Loctite before installation and torque securely. Be sure that the pole shoe and coil clears the armature and that the leads are tucked out of the way.
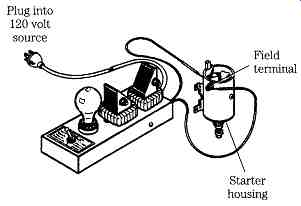
FIG. 17 Checking for grounded fields. Tecumseh Products Co.
Bearings
The great majority of starters employ sintered bronze bushings. In time these bushings wear and must be replaced to ensure proper teeth mesh at the flywheel and prevent armature drag. In extreme cases the bushings can wear down to their bosses so that the shaft rides on the aluminum or steel end plates. The old bushings are pressed out and new ones pressed in. Tools are available to make this job easier, particularly at the blind boss on the commutator end plate.
Without these tools, the bushing can be removed by carefully ridging and collapsing it inward, or by means of hydraulic pressure. Obtain a rod that matches shaft diameter. Pack the bushing with grease and hammer the rod into the boss. Because the grease cannot easily escape between the rod and bushing, it will lift the bushing up and out. Because of the blind boss, new bushings are not reamed.
Final tests
The tests described thus far have been static tests. If a starter fails a static test, it will not perform properly, but passing does not guarantee the starter is faultless. The only sure way to test a starter-or, for that matter, any electrical machine-is to mea sure its performance under known conditions, and against the manufacturer's specifications or a known-good motor.
No-load performance is checked by mounting the starter in a vise and monitoring voltage, current, and rpm. FIG. 18 shows the layout. The voltage is the reference for the test and is held to 12V. Current drain and rpm are of course variable, depending on the resistance of the windings, their configuration, and whether or not speed-limiting coils are provided. You can expect speeds of 4000-7000 rpm and draws of 60-100A. In this test we are looking for low rpm and excessive current consumption.
The locked-rotor and stall test requires a scale to accept the pinion gear ( FIG. 19).
It must be made quickly, before the insulation melts. Mount the motor securely and lock the pinion. Typically the voltage will drop to half the normal value. Draw might approach or, with the larger starters, exceed 100A.
Solenoids
Almost all diesel starters are engaged by means of a solenoid mounted on the frame. At the same time the solenoid plunger moves the pinion, it closes a pair of contacts to complete the circuit to the starter motor. In other words the component consists of a solenoid or linear motor and a relay ( FIG. 20). Some circuits feature a second remotely mounted relay, as shown in Figs. 11-20 and 11-21. The circuit depicted in the earlier illustration was designed for marine use.
The starter switch might be 30 ft or more from the engine. To cut wiring losses a second relay is installed, which energizes the piggyback solenoid. The additional relay (2nd relay in FIG. 21) also gives overspeed protection should the switch remain closed after the engine fires. It functions in conjunction with a direct current generator. Voltage on the relay windings is the difference between generator output and battery terminal voltage. When the engine is cranking, generator output is functionally zero. The relay closes and completes the circuit to the solenoid. When the engine comes up to speed, generator output bucks battery voltage and the relay opens, automatically disengaging the starter. As admirable as such a device is, it should not be used continually, because some starter overspeeding will still occur, with detrimental effects to the bearings.
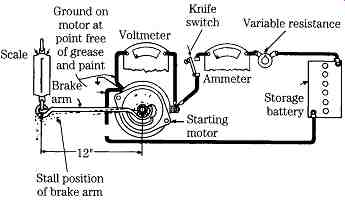
FIG. 19 Stall torque test. Multiply scale reading by lever length in feet to
obtain torque output. Onan
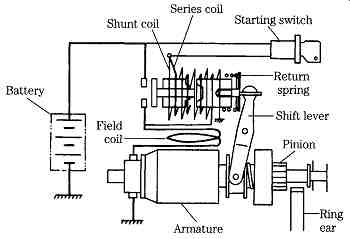
FIG. 20 Solenoid internal wiring diagram.
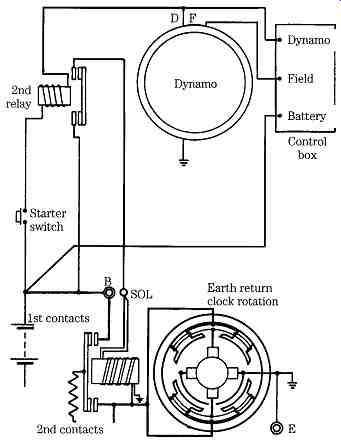
FIG. 21 Overspeed relay and solenoid wiring diagram. GM Bedford Diesel
Should the generator circuit open, the starter will be inoperative because the return path for the overspeed relay is through the generator. In an emergency the engine can be started by bridging the overspeed terminals. Of course, the transmission or other loads must be disengaged and, in a vehicle, the handbrake must be engaged.
In addition, you will notice that the solenoid depicted in FIG. 21 has two sets of contacts. One set closes first and allows a trickle of current to flow through the resistor (represented by the wavy line above the contact arm) to the motor. The armature barely turns during the engagement phase. But once engaged a trigger is released and the second set of contacts closes, shunting the resistor and applying full battery current to the motor. This circuit, developed by CAV, represents a real improvement over the brutal spin-and-hit action of solenoid-operated and inertia clutches and should result in longer life for all components, including the flywheel ring gear.
Solenoids and relays can best be tested by bridging the large contacts. If the starter works, you know that the component has failed. Relays are sealed units and are not repairable. But most solenoids are at least amenable to inspection. Repairs to the series or shunt windings (illustrated in Figs. 20 and 21) are out of the question unless the circuit has opened at the leads. Contacts can be burnished, and some designs have provision for reversing the copper switch element.
Starter drives
Most diesel motors feature positive engagement drives energized by the solenoid.
The solenoid is usually mounted piggyback on the frame and the pinion moved by means of a pivoted yoke ( FIG. 20).
Regardless of mechanical differences between types, all starter drives have these functions:
• The pinion must be moved laterally on the shaft to engage the flywheel.
• The pinion must be allowed to disengage when flywheel rpm exceeds pinion rpm.
• The pinion must be retracted clear of the flywheel when the starter switch is opened.
FIG. 22 illustrates a typical drive assembly. The pinion moves on a helical thread. Engagement is facilitated by a bevel on the pinion and the ring gear teeth of the flywheel. Extreme wear on either or both profiles will lock the pinion.
The clutch shown employs ramps and rollers. During the motor drive phase the rollers are wedged into the ramps (refer to FIG. 23). When the engine catches, the rollers are freed and the clutch overruns. Other clutches employ balls or, in a few cases, ratchets. The spring retracts the drive when the solenoid is deactivated.
Inspect the pinion teeth for excessive wear, and chipping. Some battering is nor mal and does not affect starter operation. The clutch mechanism should be disassembled (if possible), cleaned, and inspected. Inspect the moving parts for wear or deformation, with particular attention to the ratchet teeth and the ramps. Lubricate with Aero Shell 6B or the equivalent. Sealed drives should be wiped with a solvent wetted rag. Do not allow solvent to enter the mechanism, because it will dilute the lubricant and cause premature failure. Test the clutch for engagement in one direction of pinion rotation and for disengagement in the other.
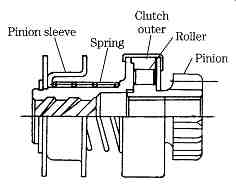
FIG. 22 Typical starter drive. Marine Engine Div., Chrysler Corp.
Adjustment of the pinion throw is important to ensure complete and full mesh at the flywheel. Throw is measured between the pinion and the stop ring as shown in FIG. 24. Adjustment is by adding or subtracting shims at the solenoid housing ( FIG. 25), moving the solenoid mounting bolts in their elongated slots, or turning the yoke pin eccentric.
Charging systems
The charging system restores the energy depleted from the battery during cranking and provides power to operate lights and other accessories. It consists of two major components: an alternator and a regulator. The circuit can be monitored by an ammeter or a lamp and is usually fused to protect the generator windings.
Alternators generate a high frequency 3-phase AC voltage, which is rectified (i. e., converted to direct current) by internal diodes. Wrong polarity will destroy the diodes and can damage the wiring harness. Observe the polarity when installing a new battery or when using jumper cables. Before connecting a charger to the battery, disconnect the cables. Should the engine be started with the charger in the circuit the regulator might be damaged. Isolate the charging system before any arc welding is done. Do not disconnect the battery or any other wiring while the alternator is turning. And, finally, do not attempt to polarize an alternator. The exercise is fruitless and can destroy diodes.
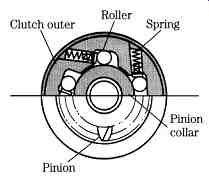
FIG. 23 Overrunning clutch. Marine Engine Div., Chrysler Corp.
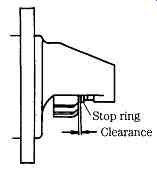
FIG. 24 Pinion clearance. Marine Engine Div., Chrysler Corp.
Initial tests
The charge light should be on with the switch on and the engine stopped.
Failure to light indicates an open connection in the bulb itself or in the associated wiring. Most charging-lamp circuits operate by a relay under the voltage regulator cover. Lucas systems employ a separate relay that responds to heat. The easiest way to check either type is to insert a 0-100A ammeter in series with the charging circuit.
If the meter shows current and the relay does not close, one can safely assume that it has failed and should be replaced. The Lucas relay can be tested as shown in FIG. 26. You will need a voltage divider and 2.2W lamp. Connect clip A to the 12V terminal. The lamp should come on. Leaving the 12V connection in place, connect clip B to the 6V tap. The bulb should burn for 5 seconds or so and go out. Move B to the 12V post and hold for no more than 10 seconds. Then move it to the 2V (single cell) tap. The bulb should come on within 5 seconds. These units do not have computerlike precision, and some variation can be expected between them. But the test results should roughly correlate with the test procedure. Do not attempt to repair a suspect relay.
FIG. 25 Shims between sole noid body and starter deter mine the pinion Clearance.
Marine Engine Div., Chrysler Corp.
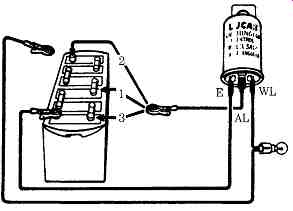
FIG. 26 Testing Lucas charging lamp relay. To distinguish these relays from
turn-signal flashers, Lucas has coded them green. GM Bedford Diesel
Test the alternator output against the meter on the engine or by inserting a test meter in series between the B terminal and battery. Voltage is monitored with a meter in parallel with the charging circuit. Discharge the battery by switching on the lights and other accessories. Connect a rheostat or carbon pile across the battery for a con trolled discharge. (Without this tool you will be reduced to guessing about alternator condition.) With the load set at zero, start the engine and operate at approximately midthrottle. Apply the load until the alternator produces its full rated output. If necessary open the throttle wider. An output 2-6A below rating often means an open diode. Ten amps or so below rating usually means a shorted diode. The alternator might give further evidence of a diode failure by whining like a wounded banshee.
The voltage should be 18-20V above the nominal battery voltage under normal service conditions. It might be higher by virtue of automatic temperature compensation in cold weather.
Assuming that the output is below specs, the next step is to isolate the alternator from the regulator. Disconnect the field (F or FD) terminal from the regulator and ground it to the block. Load the circuit with a carbon pile to limit the voltage output.
Run the engine at idle. In this test we have dispensed with the regulator and are protecting the alternator windings with carbon pile. No appreciable output difference between this and the previous tests means that the regulator is doing its job. A large difference would indicate that the regulator was defective.
Late-production alternators often have integrated regulators built into the slip ring end of the unit. Most have a provision for segregating alternator output from the regulator so that "raw" outputs can be measured. The Delcotron features a shorting tab.
A screwdriver is inserted into an access hole in the back of the housing ( FIG. 27); contact between the housing and the tab shorts the fields.
Note: The tab is within 3/4 in. of the casting. Do not insert a screwdriver more than 1 in. into the casting.
Bench testing
Disconnect the battery and remove the alternator from the engine at the pivot and belt-tensioning bracket. Three typical alternators are shown in exploded view in Figs. 28 through 30.
Remove the drive pulley. A special tool might be needed on some of the auto motive derivations. Hold the fan with a screwdriver and turn the fan nut counter clockwise. Tap the sheave and fan off the shaft with a mallet. Remove the throughbolts and separate the end shields.
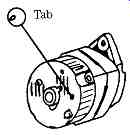
FIG. 27 Location of Delcotron shorting tab.
Inspect the brushes for wear. Some manufacturers thoughtfully provide a wear limit line on the brushes ( FIG. 31). Clean the holders with Freon or some other non-petroleum-based solvent and check the brushes for ease of movement. File lightly if they appear to bind. The slip rings should be miked for wear and eccentricity. Ten to twelve thousandths should be considered the limit ( FIG. 32). Slip rings are usually, but not always, integral with the rotor. Removable rings are chiseled off and new ones pressed into place. Fixed rings can be restored to concentricity with light machining.
Determine the condition of the rotor insulation with a 120V test lamp ( FIG. 33).
The slip rings and their associated windings should be insulated from the shaft and pole pieces. If you have access to an accurate, low-range ohmmeter, test for continuity between slip rings. The resistance might lead one to suspect a partial open; less could mean an intracoil short.
The stator consists of three distinct and independent windings whose outputs are 120° apart. It is possible for one winding to fail without noticeably affecting the others.
Peak alternator output will, of course, be reduced by one third. Disconnect the three leads going to the stator windings. Many European machines have these leads soldered, while American designs generally have terminal lugs. When unsoldering, be extremely careful not to overheat the diodes. Exposure to more than 300°F will upset their crystalline structure. Test each winding for resistance. Connect a low-range ohmmeter between the natural lead and each of three winding leads as shown in FIG. 34.
Resistance will be quite low-on the order of 5 or 6 _-and becomes critical when one group of windings gives a different reading than the others.
Test the stator insulation with a 120V lamp connected as shown in FIG. 35.
There should be no continuity between the laminations and windings.
The next step is to check the diodes ( FIG. 36). You might already have had some evidence of diode trouble in the form of alternator whine or blackened varnish on the stator coils. The diodes must be tested with an ohmmeter or a test lamp of the same voltage as generator output.
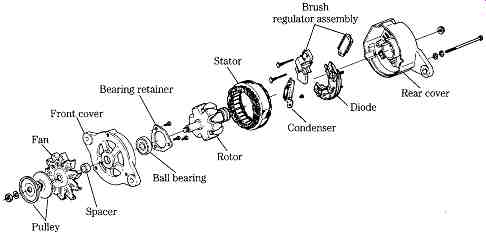
FIG. 28 US generic pattern alternator.
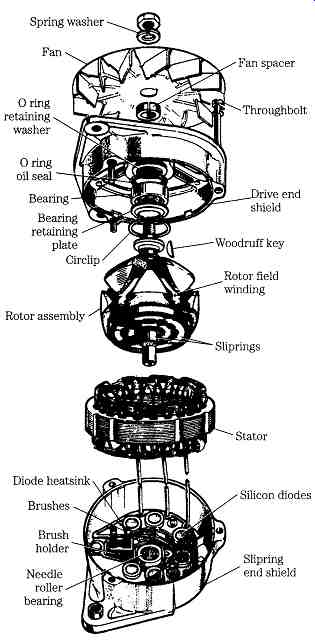
FIG. 29 Lucas 10-AC or 11-AC alternator. GM Bedford Diesel
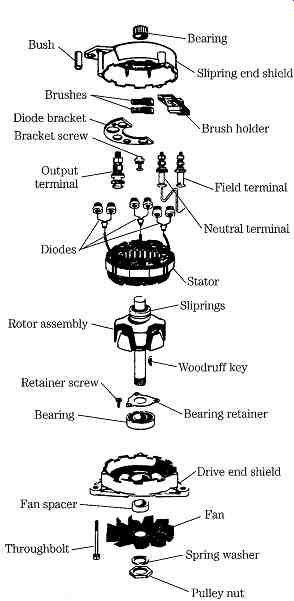
FIG. 30 Prestolite CAB-1235 or CAB-1245 alternator. GM Bedford Diesel
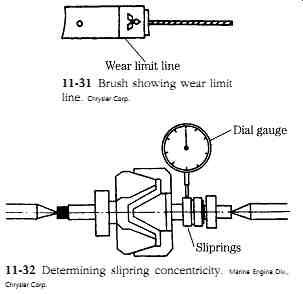
FIG. 31 Brush showing wear limit line. Chrysler Corp.
FIG. 32 Determining slipring concentricity. Marine Engine Div., Chrysler Corp.
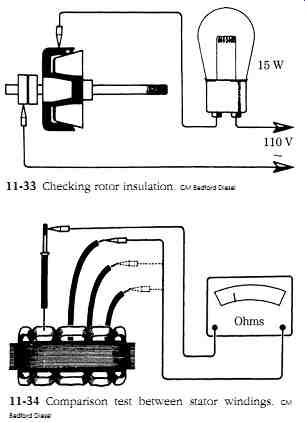
FIG. 33 Checking rotor insulation. GM Bedford Diesel
FIG. 34 Comparison test between stator windings. GM Bedford Diesel
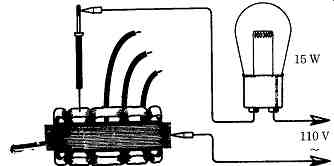
FIG. 35 Comparison test between stator windings. GM Bed Ford Diesel
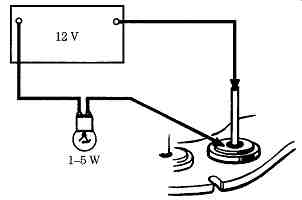
FIG. 36 Diode testing. GM Bedford Diesel
Test each diode by connecting the test leads and then reversing their polarity.
The lamp should light in one polarity and go out in the other. Failure to light at all means an open diode; continuous burning means the diode has shorted. In either case it must be replaced. You might use a low-voltage ohmmeter in lieu of a lamp. Expect high (but not infinite) resistance with one connection, and low (but not zero) resistance when the two leads are reversed.
To simply service and limit the need for special tools, some manufacturers pack age mounting brackets with their diodes. The bracket is a heat sink and must be in intimate contact with the diode case. Other manufacturers take the more traditional approach and supply individual diodes, which must be pressed (not hammered) into their sinks. K-D Tools makes a complete line of diode removal and installation aids, including heat sink supports and diode arbors of various diameters. FIG. 37 shows a typical installation with an unsupported heat sink. Other designs might require support.
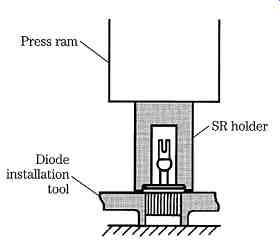
FIG. 37 Installing diode. Marine Engine Div., Chrysler Corp.
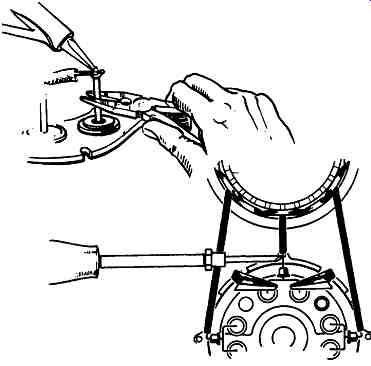
FIG. 38 Two forms of heatsinks to protect the diode when soldering.
GM Bedford Diesel
Soldering the connections is very critical. Should the internal temperature reach 300°F the diode will be ruined. Use a 150W or smaller iron and place a thermal shunt between the soldered joint and the diode ( FIG. 38). The shunt might be in the form of a pair of needle-nosed pliers or copper alligator clips. In some instances there might not be room to shunt the heat load between the diode and joint ( FIG. 38). It is only necessary to twist the leads enough to hold them while the solder is liquid. Work quickly and use only enough solder to flow between the leads. More solder merely increases the thermal load and increases the chances that the diode will be ruined.
Alternator bearings are sealed needle and ball types. They are not to be disturbed unless noisy or rough. Then bearings are pressed off and new ones installed with the numbered end toward the arbor.
Voltage regulation
Most alternator-based charging circuits employ voltage regulation (as opposed to voltage and current regulation). The regulator can be external to the alternator or integral with it. External regulators can be mechanical or solid state.
External regulators
FIG. 39 is a schematic of a typical mechanical voltage regulator. The voltage-sensing winding is in parallel with the output and drives NC (normally closed) contacts. As the generator comes up to speed, voltage increases until the winding develops a strong enough field to open the contacts. Rotor output then passes through dropping resistor RF.
Depending on the make and model, voltage adjustment is accomplished by bending the stationary contact, moving the hinges in elongated mounting holes, or by screw ( FIG. 40). In theory, the correct point gap should correspond with an output voltage of approximately 15V at 68°F or 28V for 24V systems. In practice, better results are had by measuring alternator output voltage at the battery terminals.
Assuming that specifications are available, core and yoke gap adjustments also can be made.
Clean oxidized contacts with a riffle file or a diamond-faced abrasive strip. Do not use sandpaper or emery cloth. Inspect the dropping resistor (often found on the underside of the unit), springs, and contact tips for evidence of overheating. Check the regulator ground connection.
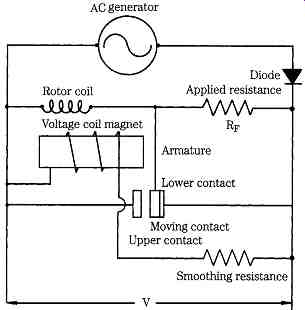
FIG. 39 Voltage regulator in alternator circuit. Marine Engine Div., Chrysler
Corp.
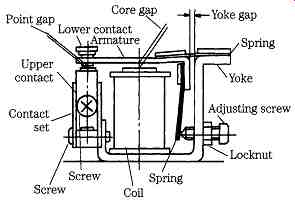
FIG. 40 A typical relay and its adjustment points. Marine Engine Div., Chrysler
Corp.
Before discarding a defective regulator, attempt to discover why it failed. Burnt points or heat-discolored springs mean high resistance in the charging circuit or a bad regulator ground.
Solid-state regulators
Transistorized regulators are capable of exceedingly fine regulation, partially because there are no moving parts. Durability is exceptional. On the other hand any internal malfunction generally means that the unit must be replaced. As a rule, no repairs are possible. Failure can occur because of manufacturing error (this usually shows up in the first few hours of operation and is covered by warranty) high current draws, and voltage spikes.
The mechanic must be particularly alert when working with transistorized circuits. The cautions that apply to alternator diodes apply with more force to regulators if only because regulators are more expensive. Do not introduce stray voltages, cross connections, reverse battery polarity, or open connections while the engine is running.
The regulator might be integral with the alternator or might be contained in a separate box. In general, no adjustment is possible; however, the Lucas 4TR has a voltage adjustment on its bottom, hidden under a dab of sealant.
Batteries
The battery has three functions: provide energy for the starting motor; stabilize voltages in the charging system; and, for limited periods, provide energy for the accessories in the event of charging-circuit failure. Because it is in a constant state of chemical activity and is affected by temperature changes, aging humidity and cur rent demands, the battery requires more attention than any other component in the electrical system.
Battery ratings
Starting a diesel engine puts a heavy drain on the battery, especially in cold cli mates. One should purchase the best quality and the largest capacity practical. The physical size of the battery is coded by its group number. The group has only an indirect bearing on electrical capacity but does ensure that replacements will fit the original brackets. In some instances a larger capacity battery might require going to another group number. Expect to modify the bracket and possibly to replace one or more cables.
The traditional measure of a battery's ability to do work is its ampere-hour (A-hr) capacity. The battery is discharged at a constant rate for 20 hr. so that the potential of each cell drops to 1.75V. A battery that will deliver 6A over the 20-hr period is rated at 120 A-hr. (6A _ 20hr.). You will find this rating stamped on re placement batteries or in the specifications.
Like all rating systems, the ampere-hour rating is best thought of as a yardstick for comparison between batteries. It has absolute validity only in terms of the originally test. For example, a 120 A-hr. battery will not deliver 120A for 1 hr., nor will it deliver 1200A for 6 minutes.
Cranking-power tests are more meaningful because they take into account the power loss that lead-acid batteries suffer in cold weather. At room temperature the battery develops its best power; power output falls off dramatically around 0°F. At the same time, the engine becomes progressively more difficult to crank and more reluctant to start. Several cranking-power tests are in use.
Zero cranking power is a hybrid measurement expressed in volts and minutes.
The battery is chilled to 0°F; depending on battery size, a 150 or 300 A load is applied. After 5 seconds the voltage is read for the first part of the rating. Discharge continues until the terminal voltage drops to 5V. The time in minutes between full charge and effective exhaustion is the second digit in the rating. The higher these two numbers are for batteries in the same load class, the better.
The cold cranking performance rating is determined by lowering the battery temperature to 0°F (or, in some instances, 20°F) and discharging for 30 seconds at such a rate that the voltage drops below 1.2V per cell. This is the most accepted of all cold weather ratings and has become standard in specification sheets.
Battery tests
As the battery discharges, some of the sulfuric acid in the electrolyte decomposes into water. The strength of the electrolyte in the individual cells is a reliable index of the state of charge. There are several ways to determine acidity, but long ago technicians fixed on the measurement of specific gravity as the simplest and most reliable.
The instrument used is called a hydrometer. It consists of a rubber bulb, a barrel, and a float with a graduated tang. The graduations are in terms of specific gravity. Water is assigned a specific gravity of 1. Pure sulfuric acid is 1.83 times heavier than water and thus has a specific gravity of 1.83. The height of the float tang above the liquid level is a function of fluid density, or specific gravity. The battery is said to be fully charged when the specific gravity is between 1.250 and 1.280.
An accurate hydrometer test takes some doing. The battery should be tested prior to starting and after the engine has run on its normal cycle. For example, if the engine is shut down overnight, the test should be made in the morning, before the first start. Water should be added several operating days before the test to ensure good mixing. Otherwise the readings can be deceptively low.
Use a hydrometer reserved for battery testing. Specifically, do not use one that has been used as an antifreeze tester. Trace quantities of ethylene glycol will shorten the battery's life.
Place the hydrometer tip above the plates. Contact with them can distort the plates enough to short the cell. Draw in a generous supply of electrolyte and hold the hydrometer vertically. You might have to tap the side of the barrel with your finger nail to jar the float loose. Holding the hydrometer at eye level, take a reading across the fluid level. Do not be misled by the meniscus (concave surface, FIG. 41) of the fluid.
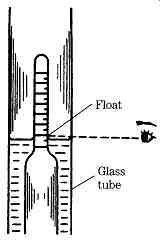
FIG. 41 Reading hydrometer. Marine Engine Div., Chrysler Corp.
FIG. 42 Relationship between state of charge and specific gravity. Marine Engine Div., Chrysler Corp.
American hydrometers are calibrated to be accurate at 80°F. For each 10°F above 80°F, add 4 points (0.004) to the reading; conversely, for each 10°F below the standard, subtract 4 points. The standard temperature for European and Japanese hydrometers is 20°C, or 68°F. For each 10°C increase add 7 points (0.007); subtract a like amount for each 10°C decrease. The more elaborate hydrometers have a built in thermometer and correction scale.
All cells should read within 50 points (0.050) of each other. Greater variation is a sign of abnormality and might be grounds for discarding the battery. The relation ship between specific gravity and state of charge is shown in FIG. 42.
The hydrometer test is important, but by no means definitive. The state of charge is only indirectly related to the actual output of the battery. Chemically the battery might have full potential, but unless this potential passes through the straps and terminals, it is of little use.
Perhaps the single most reliable test is to load the battery with a rheostat or car bon pile while monitoring the terminal voltage. The battery should be brought up to full charge before the test. The current draw should be adjusted to equal three times the ampere-hour rating. Thus, a 120 A-hr. battery would be discharged at a rate of 360A. Continue the test for 15 seconds and observe the terminal voltage. At no time should the voltage drop below 9.5V. In this test, sometimes called the battery capacity test, we used voltage as the telltale. But without a load, terminal voltage is meaningless. The voltage remains almost constant from full charge to exhaustion.
Battery maintenance
The first order of business is to keep the electrolyte level above the plates and well into the reserve space below the filler cap recesses. Use distilled water. Tap water might be harmful, particularly if it has iron in it.
Inspect the case for cracks and acid seepage. Periodically remove the cable clamps and scrape them and the battery terminals. Look closely at the bond between the cables and clamp. The best and most reliable cables have forged clamps, solder-dipped for conductivity. Replace spring clip and other clever designs with standard bolt-up clamps sweated to the cable ends. After scraping and tightening, coat the terminals and clamps with grease to provide some protection from oxidation.
The battery case should be wiped clean with a damp rag. Dirt, spilled battery acid, and water are conductive and promote self-discharge. Accumulated deposits can be cleaned and neutralized with a solution of baking soda, water, and detergent.
Do not allow any of the solution to enter the cells, where it would dilute the electrolyte. Rinse with clear water and wipe dry.
Charging
Any type of battery charger can be used-selenium rectifier, tungar rectifier, or, reaching way back, mercury arc rectifier. Current and voltage should be monitored and there should be a provision for control. When charging multiple batteries from a single output, connect the batteries in series as shown in FIG. 43.
Batteries give off hydrogen gas, particularly as they approach full charge. When mixed with oxygen, hydrogen is explosive. Observe these safety precautions:
• Remove all filler caps (to prevent pressure rise should the caps be clogged).
• Charge in a well-ventilated place remove from open flames or heat.
• Connect the charger leads before turning the machine on. Switch the machine off before disconnecting the leads.
In no case should the electrolyte temperature be allowed to exceed 115°F. If your charger does not have a thermostatic control, keep track of the temperature with an ordinary thermometer.
Batteries can be charged by any of three methods. Constant-current charging is by far the most popular. The charging current is limited to one-tenth of the ampere hour rating of the battery. Thus a 120 A-hr. battery would be charged at 12 A. Specific gravity and no-load terminal voltage are checked at 30-minute intervals. The battery might be said to be fully charged when both values peak (specific gravity 1.127-1.129, voltage 15-16.2V) and hold constant for three cranking intervals.
A quick charge, also known as a booster or hotshot, can bring a battery back to life in a few minutes. The procedure is not recommended in any situation short of an emergency, because the high-power boost will raise the electrolyte temperature and might cause the plates to buckle. Disconnect the battery cables to isolate the generator or alternator if such a charge is given to the battery while it is in place.
A constant-voltage charge can be thought of as a compromise between the hot shot and the leisurely constant-current charge. The idea is to apply a charge by keeping charger voltage 2.2-2.4 V higher than terminal voltage. Initially the rate of charge is quite high; it tapers off as the battery approaches capacity.
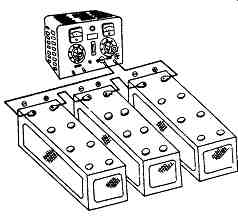
FIG. 43 When charging multiple batteries, connect in series. Marine Engine Div.,
Chrysler Corp.
Battery hookups
One of the most frequently undertaken field modifications is the use of additional batteries. The additional capacity makes starts easier in extremely cold weather and adds reliability to the system.
To increase capacity add one or more batteries in parallel-negative post connected to negative post, positive post to positive post. The voltage will not be affected, but the capacity will be the sum of all parallel batteries.
Connecting in series-negative to positive, positive to negative-adds voltage without changing capacity. Two 6V batteries can be connected in series to make a physically large 12V battery.
Cable size is critical because the length and cross-sectional area determine resistance. Engineers at International Harvester have developed the following recommendations, which can be applied to most small, high-speed diesel engines:
• Use cables with integral terminal lugs.
• Use only rosin or other noncorrosive-flux solder.
• Terminal lugs must be stacked squarely on the terminals. Haphazard stacking of lugs should be avoided.
• Where the frame is used as a ground return, it must be measured and this distance added to the cable length to determine the total length of the sys tem. Each point of connection with the frame must be scraped clean and tinned with solder. There should be no point of resistance in the frame such as a riveted joint. Such joints should be bridged with a heavy copper strap.
• Pay particular attention to engine-frame grounds. If the engine is mounted in rubber it is, of course, electrically isolated from the frame.
• Check the resistance of the total circuit by the voltage drop method or by means of Ohm's law (R = E/I).
• Use this table as an approximate guide to cable size for standard-duty cranking motors.
• Suggested battery capacity varies with system voltage (the higher the volt age, the less capacity needed for any given application), engine displacement, compression ratio, ambient air temperature, and degree of exposure.
Generalizations are difficult to make, but typically a 300 CID engine with a 12V standard-duty starter requires a 700A battery for winter operation. This figure is based on SAE J-5371 specifications and refers to the 30-second out put of a chilled battery. At 0°F capacity should be increased to 900A. The International Harvester 414 CID engine requires 1150, or 1400A at 0°F.
Battery capacity needs roughly parallel engine displacement figures, with some flattening of the curve for the larger and easier-to-start units. In extremely cold weather-below _10°F-capacity should be increased by 50% or the batteries heated.
• RV and boat owners often install a second battery to support accessory loads. Arranging matters so that there is always power available for starting requires special hardware; otherwise, the state of charge of either battery is the average of the two. FIG. 44 illustrates this proposition.
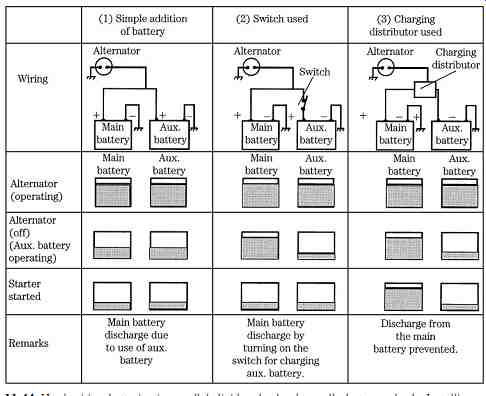
FIG. 44 Hard wiring batteries in parallel divides the load equally between both.
Installing a manual switch in the B_ line confines the load to the auxiliary
battery until the switch is closed for charging. When this happens, the main
battery promptly discharges into the auxiliary. The best solution is to purchase
a charging distributor. To avoid problems, furnish the vendor with a complete
schematic and alternator characteristics.
Prev. | Next
Home top
of page Similar articles